Beispiel 2: "Fräsen mit Radiuskorrektur" (Z-Zustellung) (CAM-Einführung)
|
|
Beispiel 2: "Fräsen mit Radiuskorrektur" (Z-Zustellung) (CAM-Einführung) |
www.CAD6.de |
|
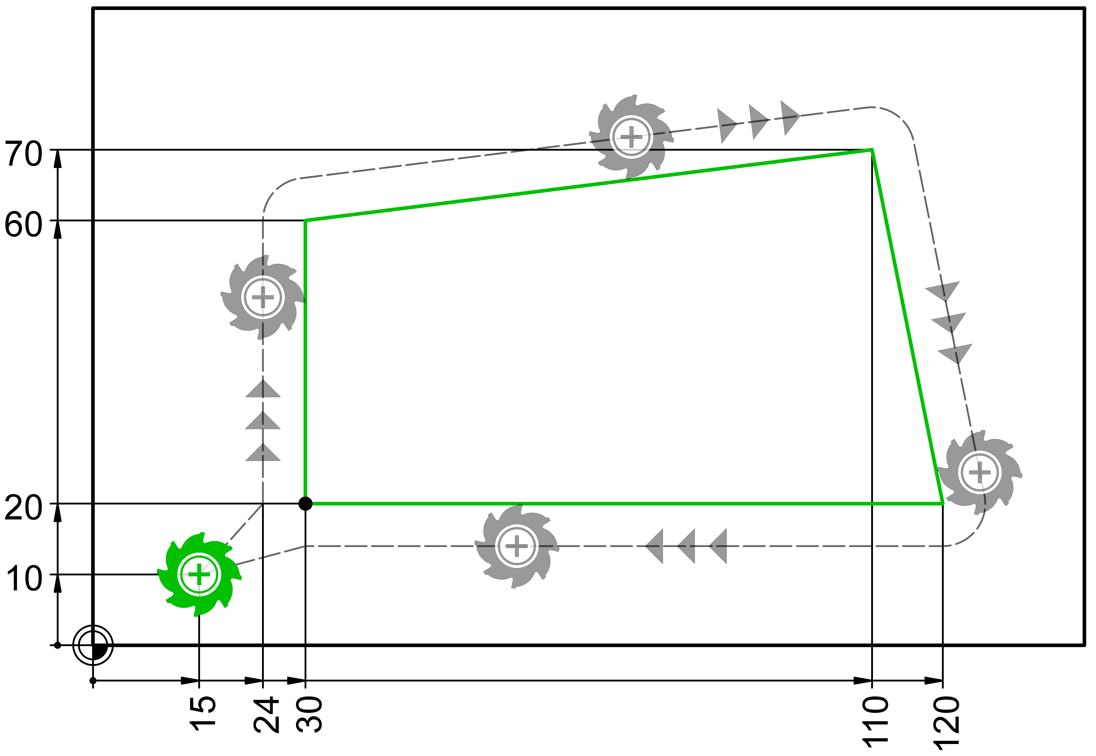
Beispielzeichnung: "CAM\Fräsen mit Radiuskorrektur"
ExportobjekteDie zu exportierenden Objekte sind in der Zeichnung grün dargestellt. Die dazu gehörenden NC-Sätze (Zeilen) erscheinen ebenfalls in dieser Farbe. Die Exportobjekte sind absolut identisch mit denen aus dem vorherigen Beispiel, schließlich handelt es sich auch um dieselbe Beispielzeichnung. Allerdings wurde die Zustellanzahl des relevanten Werkzeugs auf 3 gesetzt.
Bei dem Objekt auf Position (15|10) handelt es sich um die Blockinstanz "Hilfspunkt für Radiuskorrektur" aus der Bibliothek "CAM-Universal".
Wichtig für den korrekten Export ist, dass diese CAM-Blockinstanz in der Reihenfolge vor der eigentlichen Fräskontur liegt!
Die Fräskontur besteht aus einem Viereck, wobei der Startpunkt des Vierecks auf Position (30|20) liegt. Die Laufrichtung des Vierecks ist im Uhrzeigersinn, das heißt, der nächste Punkt liegt bei (30|60). Da die Radiuskorrektur in der Werkzeugliste für dieses Werkzeug aktiv ist (hier G41), berechnet die Maschinensteuerung automatisch aufgrund der Fräskontur und dem Fräserradius die tatsächliche Werkzeugbahn (siehe Strichlinie).
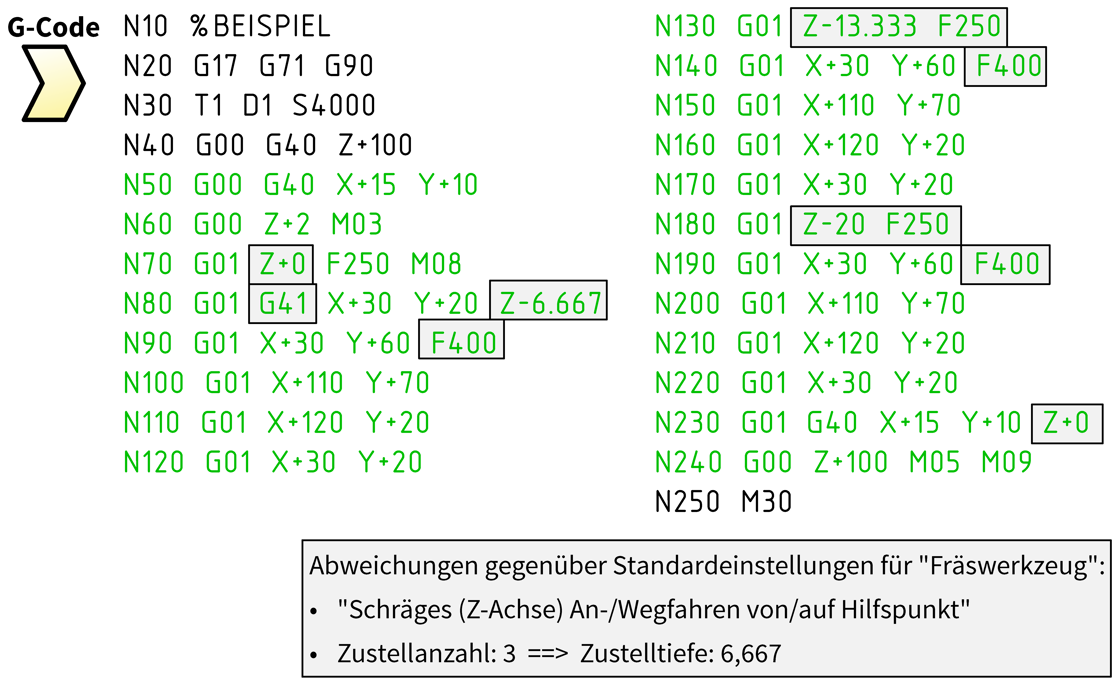
Export startenUm das abgebildete NC-Programm zu erzeugen, starten Sie den Befehl CAM > Export mit Postprozessor und wählen dann einfach die beiden grünen Objekte. In dem daraufhin erscheinenden Vorschaufenster können Sie noch einmal die Reihenfolge überprüfen und dann per Tastendruck die NC-Datei erzeugen.
WerkstücknullpunktDer Werkstücknullpunkt ergibt sich aus dem aktuellen Ursprung der Zeichnung. Sie können diesen mit Hilfe des Befehls Verwalten > Koordinatensysteme / Maßstäbe > Ursprung setzen leicht neu positionieren. Die Einheit für Positions-/Längenangaben in der NC-Datei, zum Beispiel [mm] oder [µm], legen Sie in den Postprozessor-Einstellungen fest.
Fräsen mit mehreren Z-ZustellungenDie Fräskontur wird in drei Durchgängen abgefahren. Vor jedem Durchgang wird der Fräser auf die jeweils erforderliche Tiefe abgesenkt. Für den ersten Durchgang wird der Konturstartpunkt (30|20) vom Hilfspunkt (15|10) schräg (Z-Achse) mit aktiverter Radiuskorrektur, links (G41) angefahren. Für den zweiten und dritten Durchgang wird der Fräser jeweils im Startpunkt um Zustelltiefe (6,667) weiter abgesenkt. Nach dem dritten Durchgang steht der Fräser im Start-/Endpunkt der Kontur (30|20) auf einer Z-Tiefe von 20. Von dort fährt er mit deaktivierter Radiuskorrektur (G40) schräg (Z-Achse) weg zurück zum Hilfspunkt.
Mit Hilfe der Befehle in CAM > Anzeige können Sie für jedes Objekt die Bildschirmanzeige von Punkten, Konturstartpunkt und -richtung sowie Objektnummern einschalten. Des weiteren finden Sie im CAM-Menü auch Befehle zur Kontrolle der Ausgabereihenfolge, Veränderung der Laufrichtung und Festlegung eines neuen Startpunkts.
|
CAD6industrie CAM Release 2025.0 - Copyright 2025 Malz++Kassner® GmbH