Beispiel 11: Gewindezapfen drehen (CAM-Einführung)
|
|
Beispiel 11: Gewindezapfen drehen (CAM-Einführung) |
www.CAD6.de |
|
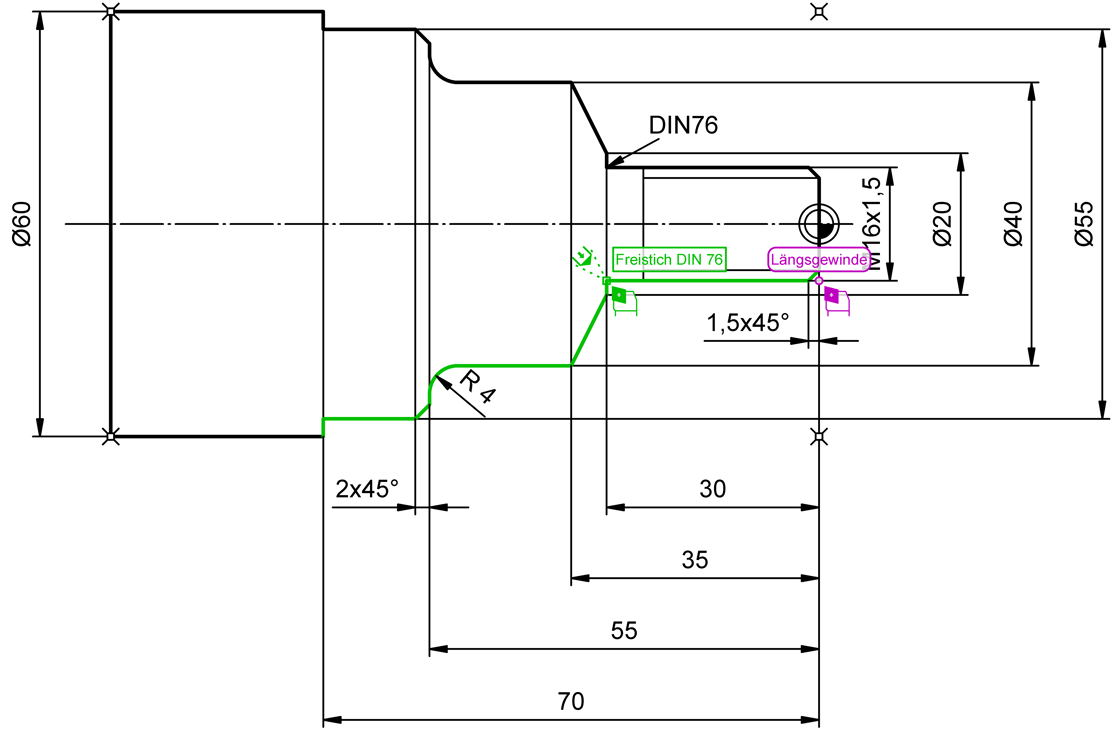
Beispielzeichnung: "CAM\Gewindezapfen drehen"
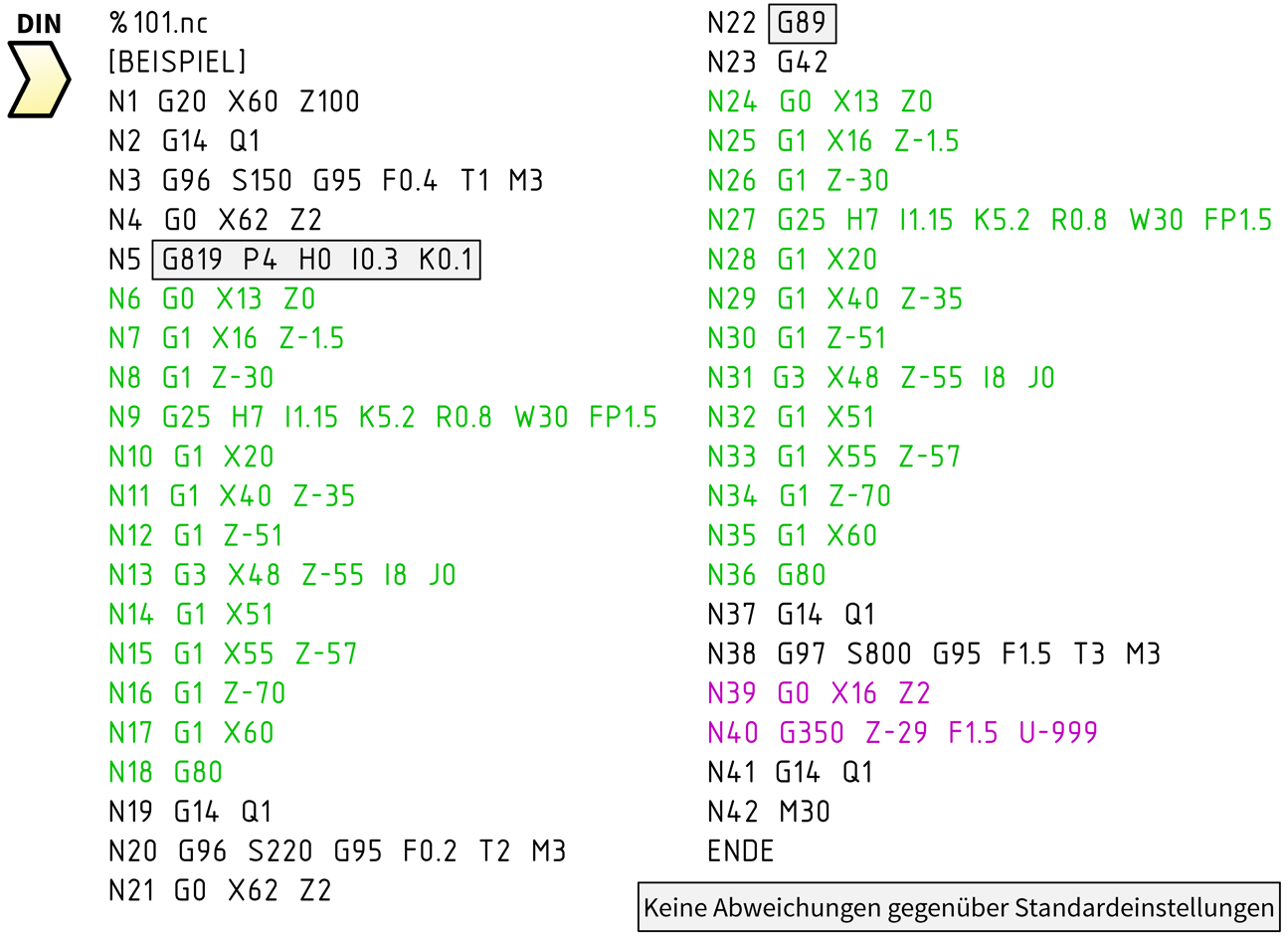
ExportobjekteDie Kontur mit dem Startpunkt (0|-6,5) bestehend aus Linien, Kreisbögen und Drehzyklen\G25 Freistichkontur (spezieller Drehzyklus, der mit der dazugehörigen Kontur verschmilzt) definiert zusammen mit den vier Markierungen, die das zylindrische Rohteil beschreiben, den zu zerspanenden Bereich. Die vier Markierungen werden nicht direkt in die NC-Datei exportiert, sondern sie wirken sich nur auf die Berechnung des umfassenden Rahmens der Exportobjekte aus. Die Konturbeschreibung wird von den konturbezogenen Drehzyklen "Konturschruppen längs mit Eintauchen G819" und "Konturschlichten G89" verwendet. Die dazu gehörenden NC-Sätze (Zeilen) erscheinen ebenfalls in dieser Farbe.
Obwohl die Kontur nur einmal in der Ebene "Drehen\Kontur schruppen/schlichten" existiert, erscheint sie in der NC-Datei zweimal! Dies wird erreicht, indem in der Werkzeugliste die Ebene "Drehen\Kontur schruppen/schlichten" zwei verschiedenen Werkzeugen zugeordnet ist. Die Position dieser Werkzeuge in der Liste bestimmt die Reihenfolge in der NC-Datei. Eine weitere Besonderheit ist hier, dass der Schrupp- und der Schlichtzyklus mit Hilfe des T-Parameters "T21" des jeweiligen Werkzeugs definiert ist (und nicht mittels eines CAM-Blocks).
Bei dem in der Reihenfolge letzten Objekt handelt es sich um die Blockinstanz "G350 Längsgewinde, einfach" aus der Bibliothek "CAM-Universal". Die entsprechenden NC-Sätze (Zeilen) finden sich daher auch am Ende der NC-Datei.
Dies ist entscheidend, da der Längsgewinde-Zyklus voraussetzt, dass die Arbeitsvorgänge bzgl. des Zapfens schon abgeschlossen sind, ansonsten besteht Kollosionsgefahr!
Drehzyklen und KonturbeschreibungDer Ursprung der Zeichnung muss auf der Symmetrielinie und der Stirnfläche des Drehteils liegen. Der Startpunkt der Konturbeschreibung muss ebenfalls auf der Stirnfläche liegen. Drehzyklen, die mit der Kontur verschmolzen werden sollen, müssen in der Objektreihenfolge vor der Kontur liegen und zusätzlich exakt auf einem Definitionspunkt der Kontur platziert sein.
Der konturbezogene Drehzyklus G819 sorgt dafür, dass das Material des Rohteils schrittweise zerspant wird, bis die Kontur abzüglich Aufmaß erreicht ist. Informationen zu den Parametern bzw. alternativen konturbezogenen Drehzyklen finden Sie im Benutzerhandbuch für die Heidenhain-Steuerung MANUALplus 4110. Mit dem folgenden konturbezogene Drehzyklus G89 wird die Kontur geschlichtet. Der Postprozessor exportiert alle Konturen automatisch mittels konturbezogener Drehzyklen.
Beim Einsetzen einer CAM-Blockinstanz mit Drehzyklen (durch Setzen des entsprechenden Markierungsfeldes im Block > Einsetzen-Dialog) oder auch nachträglich (mittels des Befehls Gestalten > Editieren > Text / Attribute) können Sie die lokalen Attribute, die die NC-Kommandos der Drehzyklen enthalten, bei Bedarf noch editieren. So können Sie zum Beispiel beim Gewindeschneiden eine andere Gewindelänge oder -steigung angeben.
Falls Sie dieses Beispiel nachvollziehen möchten, achten Sie bitte beim Wählen der Objekte für den Export darauf, auch die vier Markierungen mitzuwählen. Die Markierungen definieren die Ausmaße des zylindrischen Rohteils.
|
CAD6industrie CAM Release 2026.0 - Copyright 2026 Malz++Kassner® GmbH